P管理図
P Chart 不良率管理図
P管理図は、不良率管理図ともいわれ、不良率Pを管理する場合に用いる。これは、検査ロット(R)を20~25くらいつくり、各ロットから1~5個の試料(n)をとり、不良率を計算する。
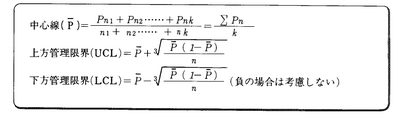
 次に、管理限界線を計算する。
次に、管理限界線を計算する。
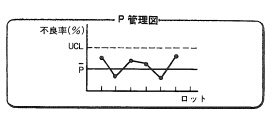
 各ロットのPと管理限界線により、図のようなP管理図を作成する。これにより、Pがすべて管理限界線内にあれば、製造工程は統計的管理状態に保たれており、Pが管理限界の外に出た場合に、その原因を調べ、処置をほどこす。
各ロットのPと管理限界線により、図のようなP管理図を作成する。これにより、Pがすべて管理限界線内にあれば、製造工程は統計的管理状態に保たれており、Pが管理限界の外に出た場合に、その原因を調べ、処置をほどこす。
P管理図は、不良率管理図ともいわれ、不良率Pを管理する場合に用いる。これは、検査ロット(R)を20~25くらいつくり、各ロットから1~5個の試料(n)をとり、不良率を計算する。
 次に、管理限界線を計算する。
次に、管理限界線を計算する。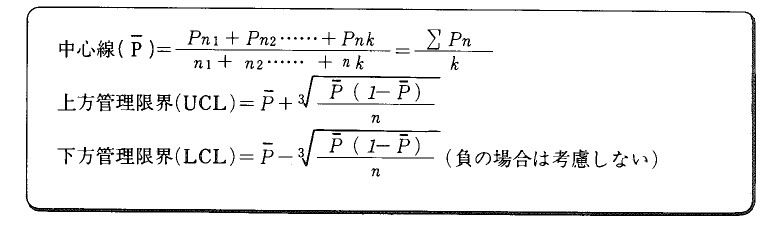 各ロットのPと管理限界線により、図のようなP管理図を作成する。これにより、Pがすべて管理限界線内にあれば、製造工程は統計的管理状態に保たれており、Pが管理限界の外に出た場合に、その原因を調べ、処置をほどこす。
各ロットのPと管理限界線により、図のようなP管理図を作成する。これにより、Pがすべて管理限界線内にあれば、製造工程は統計的管理状態に保たれており、Pが管理限界の外に出た場合に、その原因を調べ、処置をほどこす。