いま知っておくべき中国の製造業事情(1)
2010.04.22
いま知っておくべき中国の製造業事情(1)
--「日系製造業 中国進出の歩みと変化」
アスプローバ株式会社
藤井賢一郎
生産計画ソフトウェアメーカーから見た日系製造業の中国進出
当社は2000年に中国ビジネスに進出しており、今年で10年になります。この間、日本の製造業は「失われた10年」を経験してきましたが、一方の中国市場では、発展と拡大を続けてきました。当社顧客の要望に後押しされ、中国に法人を置いたのが、5年前のことです。
製造業に特化したソフトウェア製品を開発販売する当社が、中国とかかわるようになってからのこの10年の変遷(へんせん)を、生産スケジューラのメーカーからの視点から紹介したいと思います。
いま、中国市場は、上海万博を控えて従前の日本市場のように、成長を続けています。これからの中国における日系製造業の在り方を考えるとき、従来のビジネス展開の歴史を顧みる必要があると感じます。
本稿で言及する時期は、その形態によって、工場進出の黎明期(2000~2003年)、工場生産の拡大期(2004~2007年)、生産の変革期(2008~2010年)の3つに分けられます。本稿ではこの分類を基に解説していきます。
日系製造業の中国進出の黎明期(2000~2003年)
日本の製造業が中国に進出し始めた時期は、20年ほど前までさかのぼります。ただし、実際には、世界的な不況を受けて安い労働力を求めて工場の進出が本格化したのは、10年ほど前からだといえます。
当時、当社製品は、日本国内の工場から生産設備の移管とともに中国に進出していました。このため、中国進出にかかわる顧客は主に大企業が中心でした。社内にスケジューラに関するノウハウが蓄積されていることもあり、当社としては特別なサポートをすることもなく、顧客自身がシステムの導入から立ち上げまでを行っていた記憶があります。
工場生産の拡大期(2004~2007年)
この時期、日本の製造業の中国工場は、生産技術の進歩とともに生産量を増大させ、中国での生産や中国からの輸出が大きく拡大した時期といえます。
生産拡大に伴い、生産システムも生産管理システムにとどまらず、当社のような生産計画ソフトへの投資、本国(日本)からの有償支給資材の管理と本国への納期回答への投資というように大きな投資が続きました。
当社システムも前年比倍増というスピードで導入工場数が増加したのです。
中国が「世界の工場」とも呼ばれるようになり、部品の製造だけではなく、完成品の製造を始めるメーカーも現れ始めました。それに伴い、工場に部材を提供するサプライヤの中国進出も進んでいきました。加えて、中国政府が税制を優遇したこともあり、あらゆる製品の製造が中国に集まると思われた時期です。
成長拡大時期の生産計画システム
生産ラインは拡大を続けていますから、実際の工場の中では、生産計画システムは、工程ラインの最適化とともに稼働率を最大限に上げることを目的に、フォワードスケジューリングが行われるパターンが多く見られました。また、日々の生産計画だけでなく、中長期に及ぶ生産設備増強のシミュレーションなどに利用されていました。
バラツキのある生産スケジューリング施策
しかし、実際に工場団地を視察してみると分かりますが、日本のように一律に工場レベルが向上し、同様のシステムニーズが生まれていたわけではありません。同じ時期に進出してきた工場の中でも、管理面・システム面で大きな隔たりがありました。
というのも、もともと人件費が安いことから「人海戦術」で生産向上を図ろうとしていた製造業が多く、生産拡大期においても、ITシステムを有効に利用して効率を上げている工場は管理面がしっかりしており、「5S」が徹底されていました。逆に、管理面が「お粗末」な工場は、ドンドン生産しているものの、本当にもうかっているのか分からない企業も散見されていたのです。
図1 中国工場の発展の段階
(出展:「中国進出製造業における課題と解決の方向性」注1)
上の図は、当社代理店(含・上海)であるNECによる日系製造業の発展段階の分類提示ですが、われわれの認識や顧客からのアンケート結果も同様でした。
これからはステージ3以上が必須
生産計画システムは、ステージ2から不可欠のものとなりますが、これからの日系工場は、ステージ3以降に進展しないと、中国市場で生き残れないと存じます。当社も、ステージ4への進歩を目指す日本の製造企業のために、サプライチェーン管理部分にフォーカスした製品開発を行っています。
生産の変革期(2008~2010年)
2008年のリーマン・ショック以降、日系製造業の中国工場の役割は大きく変わりました。
世界最大の消費国であるアメリカの購買力が落ちるのに比例して、輸出産業を基本とする日本の製造業は、新しい市場を探さなければならなくなりました。
そこで、まず目に付いたのは、13億人という人口と年2けたの成長を続ける隣国・中国市場でした。
完成品を製造していた企業はもちろん、部品サプライヤも中国国内に仕向け先を見つけてビジネスを継続することに必死になっています。
多品種少量に対応するバックワードスケジューリングへ
このような環境下で、われわれの生産システムは、少品種大量生産のフォワードスケジューリングから、多品種小ロットの納期を重視するバックワードスケジューリングへとその姿を変えていくことになりました。
| 過去 | 現在 | |
|---|---|---|
| 販売管理システム | 予算と回収管理 | 需要予測と営業管理 |
| 生産管理システム | 在庫管理と進捗(ちょく)管理 | 原価管理と生産計画重視 |
| 財務管理システム | 半期決算 | 月次決算・連結会計 |
| 人事管理システム | 人員管理と教育 | 評価制度と内部統制 |
表1 システム要件の変化
(アスプローバ株式会社 上海法人 ユーザーアンケート 2009年結果より)
進出当時は、あくまで、拡大する工場の全体把握をすることが、第一目的であり、システムの充実と運用の確立に比例して、より戦略的なシステム要件にシフトしつつあります。当社のアンケート対象とさせていだたきました中国での当社ユーザー50社の7割が、日本においては一部上場の大企業です。中堅企業の中には、大企業のシステムを流用することにより一気に高いレベルのシステム要件を確立しようとする傾向がみられます。
中国現地生産の難しさ
中国では、従業員のロイヤリティの問題や多人数の管理、果ては管理者のメンツや保身など、日本ではあまり経験のない悪環境も生産に影響します。せっかく育成した社員が他社に転職するようなこともよく起こります。
対応として、われわれはノウハウのシステム化やマニュアル作成による属人性の排除を提案することにしています。しかし、それでも問題が解消されるわけではありません。高い給与を得るためには、習得した技術を他者と共有しないことが早道です。このため、システム化を進めようにも、担当者がノウハウを囲い込む姿勢がよく見られるのです。
また、現地生産を進めていくと現地のサプライヤから資材を仕入れることになりますが、品質はともかく納期遅れが頻発する傾向にあります。
そこで、時間とスケジュール管理を実現すると同時に必要資材を計算して欠品アラートを出すような仕組みを持つシステムも提供されつつあります。中国ではとくに生産計画の場面で、数量だけでなくコスト管理が重視される場合が多い傾向にあり、こうしたニーズに対応したシステム提供が始まっているのです注2。
注2:当社が提供するシステムではこうしたニーズに合わせた機能を提供しており、筆者の感触としてはおおむね好評を受けているようです。
中国現地のシステム導入の困難
中国工場で情報システムを導入する場合、当社の経験では、システムを導入しても定着化がうまく実現しないためにまったく動かない、という点が課題となるケースが多いようです。
継続性という意味では標準化が不可欠で、カスタマイズは致命的な問題につながることがあります。こちらの作業も工場生産と同様に、日本から応援スタッフが来たとしても一時的な出向として「腰掛け」感覚で変更を加えられるようなことになっては、定着と継続が実現されず、導入効果が出ないという結果になってしまうのです。
こうしたことから、日本で考える以上に現地でのサポート体制は不可欠な要素となっています。
また、中国ではまだまだシステムパッケージソフトウェアを導入するというカルチャーが根付いていないケースもあり、最初のうちは、ビジネスプロセスを変更するのではなく、現状どおりの生産計画結果を早くアウトプットしてほしいという要望が強く出ます。こうした場合には「現状の計画行為に限界と間違いがあるから変革するのだ」と説明しても、なかなか受け入れてもらえません。説明しても理解してもらえないことも多いので、成功している他工場を見学してもらい、必要性を理解してもらうようにしています。
こうした文化的な溝を埋めるために、中国で働く日本人同士は、同業他社であっても積極的に助け合ったりノウハウや情報を共有する姿をよく見掛けます。
「工場の見える化」実現のためのノウハウ
「工場の見える化」実現には何が必要でしょうか。
ノウハウのシステム化、ビジネスプロセスの定義・整理などといったキーワードが思い付くかもしれませんが、こうした事柄の前に、組織そのものの在り方が重要です。つまり、情報を共有するためのコミュニケーションの在り方を企業レベル・工場レベルで組織として考えていくことです。
筆者の日本的感覚から見ると、中国の労働の在り方はアメリカ人のそれに近く、自分の職務範囲を明確にする方が多い印象です。
権限や責任が明確なことは理にかなっている一方で、ややもすると他業務への関心を失ってしまうリスクもあります。会社として部分最適は実現するものの、全体最適とならないことがよくあります。
タテ割りのリスク回避とインセンティブの妙
こうしたタテ割りの職務分掌体制にかかわる課題の1つの解決策として筆者がかかわった中国国内の民営企業の例は非常に興味深いものでした。
この企業では、工場のトップから現場まで自分たちの成功の姿を常に反芻(はんすう)し、その目標に向かってともに努力しようというメッセージが繰り返されています。
欧米流のトップダウンとは様子が異なり、トップから現場スタッフまでの全員を「同士」としてお互いに会社を盛り立て、お金持ちになろうというものです。
単なる精神性の合い言葉だけでなく、実際に主業務のほかに、情報に関すること、お互いのコミュニケーションに寄与していることと判断された場合は、特別なインセンティブや表彰が行われています。こうした施策は日系企業も参考にすべき1つの例ではないでしょうか。
日系企業に特有の注意すべき習慣の1つに、東洋人に対して自国民と同様のあうんの呼吸を求めてしまう点が挙げられます。こうした傾向は相手が日本語を理解している場合は特に顕著です。
同じアジア人、肌の色も変わらず、相手が日本語を話すとなれば、相手が日本人であるかのように誤解し、アウンの理解を求めてしまう場合もありますが、あくまでも、相手の方は海外の方です。どんな場合でもお互いがきちんと理解しているかどうかについて確認が必要なのです。こうした、コミュニケーションに対する期待や誤解を回避するためにも、感情や憶測などを排除した情報システムが情報共有の有効な手段の1つとなり得ると考えられます。
これからの中国の生産システム:グローバル標準が必須
筆者は中国企業、中国進出している日系企業のどちらにも「これからの中国の生産管理システムはどうあるべきか?」と聞かれます。
この問いへの筆者の回答は「これからは、『中国工場の生産管理システムがどうあるべきか』を議論するのではなく、『全世界の工場の生産システムをいかに統合していくか』が重要ではないか」というものです。
すでに、海外でのビジネス、グローバル化を推し進めてきた欧米の製造業では当たり前のことが、日本の企業ではまだまだ不十分と感じる面も少なくありません(ただし、日本の製造業であっても、先進のEMSなどを売りにしている企業などでは、ERPの統一という形でそれを実現しつつあります)。
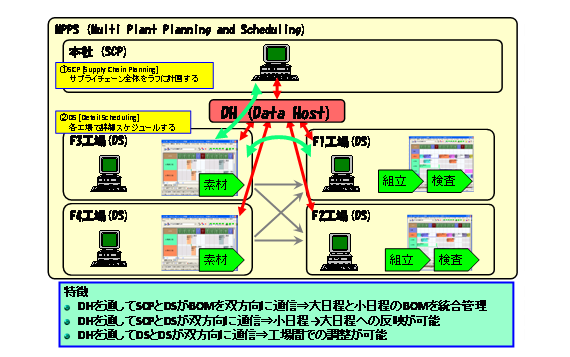
図2 筆者が支援した中国進出製造業におけるシステム運用の例
世界的な工場展開の中では、お互いの工場間が、水平生産・垂直生産にかかわらず、生産工場の納期だけでなくロジスティックのための時間計算などが必要になります。
また、本社サイドのマネジメントでは、単に安い所で製品を作るというだけでなく、物流や販売に掛かるコストなども考慮しなければなりません。
製品の販売市場が現地ということになれば、需要予測やそれに基づく生産移管などの戦略も不可欠となります。上位で計画される内容が、正しく実際の現場を反映したものであるために、筆者は<ボトムアップ型のSCM構築>を提案しています。従来よく見られるSCMの多くはトップダウン型ですが、このタイプのSCMは情報の伝達が途中で途切れてしまうという問題を含んでいる場合が多いためです。
中国発の世界製品の開発と生産
先進的な日系製造業はすでに中国国内に設計開発部門を進出させています。これらは、短期的には中国市場に合わせた製品を生産し、中国市場でシェアを確保維持することが目的ですが、中長期的には、中国の優秀な技術者により世界に通用する製品を設計開発することも目指しています。
その国固有の事情に合わせた製品を開発するためには、CADシステムなどの設計ツールが有効で、いまもその需要は旺盛(おうせい)です。
生産計画システムの視点から見ると、それら設計システムで作り込まれた部品表などの情報との連携が不可欠です。
さらに中国国内での製品生産と販売が進むと、生産ラインでは量産品のほかに、試作や量産試作の類、量産後の保守パーツなどの製造が必要になります。結果として、ラインはますます少量多品種生産になっていくことが容易に想像できます。生産スケジューラのニーズもますます増加の一途をたどるのではないでしょうか。
| 構築済みのシステム | 構築中のシステム | |
|---|---|---|
| 販売部門 | 販売システム | 需要予測システム |
| 設計部門 | CADシステム | PDMシステム |
| 製造部門 | 生産管理システム | 生産スケジューラ |
| 管理部門 | ERPシステム | BIシステム |
表 Asprova中国ユーザーアンケートより
(対象工場:日系工場50工場 中国民営工場5工場)
中国工場で生産スケジューラシステムを採用している企業は、日本でもシステム化でリーダークラスの実績があるような企業、中国企業の場合では大手製造業が中心です。中国企業の中でも大手製造業では比較的日本の先進企業と時間差なく、システム化が進んでいる印象です。こうした企業に続くフォロワーともいえる中堅企業も、規模が異なるにしても同様の段階を踏んでシステム化を進めていくことになるでしょう。
個別の企業に意見を伺うと、中国における製造業は好景気が続いているので、システム投資に関しては、積極的という見解がほとんどです。
ただし、物価に関していうと日本と比較した場合にあまり高い値付けは難しく、ボリュームマーケットの名前のとおり薄利多売の感も否めません。コスト低減圧力は低くありませんから、投資に関してはおしなべて慎重です。
日系企業の場合は、本国からのIT投資の全世界一律の凍結命令の影響で、業績の良い同業他社の現地工場と比較してシステム化が遅れる傾向にある点が気掛かりです。
逆に中国系の工場で、システムの発展を阻む原因の多くは、人的要因であり、システムは動いたものの、定着せず、結果を出せないというジレンマがあります。
いずれの場合も、解決しなくてはならない問題ははっきりしているので、問題をブレイクスルーできた企業が「勝ち馬」になっていくものと考えられます。
「売れるものを作る時代」から「売れる国で売れるものを作る時代」へ
手前味噌(みそ)になりますが、筆者がかかわる生産スケジューラはすでに日本の市場では十分なシェアを獲得しました。
市場となる工場数が少なくなっていく現状は、海外に活路を見いださなければなりません。
その場合、それぞれに日本とは事情の異なる世界を相手にすることになるので、同じビジネスモデルは通用しないといえます。
筆者のかかわる製品も、中国では日本の価格で販売することが難しいのが現状です。仮にインドの市場に目を向けたとすると、中国以上に低価格で提供できなければ比較検討の俎上(そじょう)にも載らず、商機はないといっても過言ではないでしょう。
当社の場合、工場数が多い国=当社の製品が多く売れる可能性がある市場となるが、個別の地域では、発展のスピードもコストの上昇も一律ではないので、同じ方法では売れないという事情も考慮しなければなりません。
「売れるもの」とは何か
簡単にいってしまえば、その国のマーケットに合った製品であり、時宜を得たものとなりますが、現実はそれほど単純ではないようです。
以前に日本の携帯電話メーカーが次々に中国市場に進出したもののマーケットシェアを獲得できずに撤退していったことがあります。その時代には日本の消費者が好む携帯電話の多機能性が、中国では受け入れられなかったことが主な原因といわれています。ところが現在はどうでしょうか? いまは、中国の消費者が多くの機能を求めるようになり、結果として多機能なシャープ製に代表される日本製の携帯電話がよく売れるようになってきているのです。
いまをどう考えるか
当社のようなソフトウェア製品も同様で、日本の工場で受け入れられる価格と機能が中国市場では受け入れられないものも多くあります。また、日本の製造業とは異なり、中国国内の工場の管理面での進歩は、各社によりまちまちで同期していないため、それぞれにニーズが異なります。
このため、低価格・単機能のシステムを希望する企業がある一方で、そうでない顧客も多く存在します。少し乱暴ないい方をすれば、日系製造業にはきめ細かなニーズに対応した高度なシステムを、中国現地の製造業には、単機能な製品から積み上げていく傾向があるといえます。それを裏付けるように、当社の場合も同一製品で機能を絞り、企業の成長に合わせてオプションを提供していく製品シリーズを発表してからは、比較的多くの中国の製造業に受け入れられています。
また、地理的に離れた日本にいては、中国というスピードの速い市場の「いま」はつかみにくいのが現実です。中国は政治形態として実質的に一党独裁体制であることから、国としての意思決定とその追行が非常に迅速かつ大胆に行われるという特徴があります。例えば一昨年のリーマン・ショック後の政府の不況対策の内容を見ても迅速で大胆です注3。
参考:丸三証券投資部作成の「スポットニュース:内需主導への移行で成長高まる中国経済」(2009年11月24日)などでその概略がレポートされています。
良くも悪くも強い政治的リーダーシップによって景気刺激策を直ちに実行できるため、日本のように複数の利害関係が衝突することによる「足の引っ張り合い」ばかりで意思決定が遅れるリスクがない半面、状況の変化に応じてルールが変化していくため、リアルタイムに情報を得続ける必要があります。
当社も上海に法人を置いていますが、現地にいて現地の情報をリアルタイムに把握しアクションできる体制が、この国の「いま」に対応するためには、不可欠です(前述した、日本人コミュニティにおける情報交換はこの意味で非常に重要なのです)。
まとめ
ここまでで、「日系製造業の中国進出の変遷(へんせん)」というテーマから、過去と現在、そして未来を予測してきました。
ここで、もう一度、主題に戻って、まとめてみましょう。
- 中国企業では生産管理や生産スケジュール管理への対応に大きなばらつきがあるため、サプライヤの納期精度のバラツキも大きい
- 現地スタッフにノウハウの開示を要請するにはインセンティブなど、担当者のモチベーション付けが重要
- 日系製造業の多くは、ノックダウン生産から中国国内販売へ、さらに将来は海外輸出の拠点となっていくことが想定される
- 工場の可視化を達成するためには成功工場をじかに見学させるなど、変革の必要性への理解を促す必要がある
- これからの中国工場では安価な人件費に頼るのではなくグローバル展開を視野に入れた標準化が必須
- 政治主導で時々刻々と変化する現地市場のルールをキャッチアップするための情報網を重視する。このためには現地の日本人同士のネットワークを活用する必要がある
- ダイナミックな変化に対応するために、過去をベースとしたカイゼンよりも予測が重要
世界中の製造業を支援するためには、当社も世界企業とならねばなりません。しかし、言語も国情も違う国々で日系製造業の顧客をサポートしていくためには、グローバルなアライアンスネットワークが必要です。インターネットの発展は、ネットワークを利用しての製品デモや電話会議を可能にしました。世界に展開する日系製造業の組織人員がグローバルであるように、当社社員も日本人と海外の方が、半数ずつ在籍しています。支店には、日本語と現地語を話す人員を配置しています。ソフトウェア製造業である当社も同様に現地化という課題に対峙(たいじ)しています。
◇ ◇ ◇
今回は、あくまでも当社の経験の範囲内で、日系製造業の中国進出の変遷を、10年前にさかのぼって考察してきました。
次回は、まさに、中国のいま、日系製造業が置かれている現状の課題「中国国内生産・市場提供に推移するための障害とその解決」をテーマに、より具体的な事例を交えて紹介していく予定です。当社も昨年から、北京での製品開発・上海法人による中国現地の製造業への製品販売という課題と向き合ってきています。ハードウェア・ソフトウェアの違いがあるものの、お互いに現地生産・現地販売を軌道に載せるために努力している製造業の皆さまに役立つ連載になればと考えています。